







产品名称: 中型龙门式数控铣床
产品价格:10.00
产品数量:9999
保质/修期:1
保质/修期单位:年
更新日期:2020-12-09
产品说明
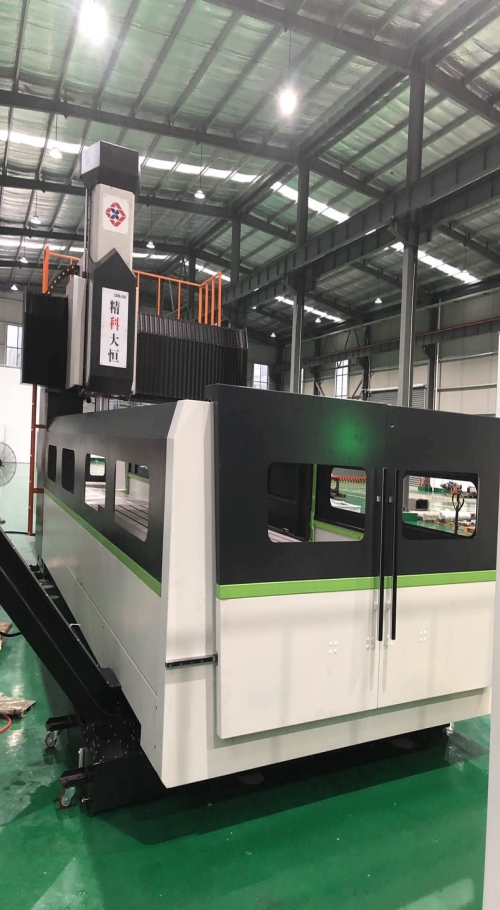
一、 产品简介:
DHXK1825款数控龙门铣床的结构特点:固定式床身、工作台移动;主轴箱随溜板上下移动;亦可沿横梁左右移动实现三轴联动;配置22KW主镗铣头。机床主铣头具有铣削、镗削、钻削、锪孔等功能,适用于机械、钢铁、能源、汽车、航空航天、兵器、船舶等行业的大、中型零件的加工。配备附件铣头后可实现工件的一次装夹,安装直角铣头可五面加工,一机多用,提高了工件的加工效率。
二.数控龙门铣床主要技术参数和配置清单如下:
序号 名称 备注
1 排屑机 沧州盐山 双螺旋+提升机+集屑车
2 铸件毛坯 大恒HT250 树脂砂铸件经两次退火处理
3 进给电机 发那科α电机 X轴扭距38NM,Y.Z轴扭矩30NM,Z轴带抱闸。三轴加精密减速机。
4 主电机 发那科α电机 22KW
5 系统 发那科OIMF一包 可铣、镗、钻、扩、铰等功能
6 防护罩 沧州盐山 工作台不锈铁和横梁风琴工外防护,机床半封闭防护罩。
7 丝杠 日本THK研磨丝杆C3级
8 轴承 日本NSK 等级P4
9 贴塑 台湾MSK
10 限位 编码器
11 电器柜加安装 沧州盐山 操作面板分开
12 铸件粗加工 大恒 二次回火
13 主轴箱导轨磨淬火 大恒 淬火硬度HRC48以上。
14 装配 大恒 装配温度10摄氏度以上
15 润滑泵 河谷 带分油泵
16 垫铁和螺栓 大恒 每台一套
17 主轴 健椿 BT50,外径190短鼻端,直连主轴
18 气动元件 SMC
19 同步带轮 沧州盐山
20 安装调试 大恒
21 平衡配重 无锡德月 氮气
22 机床结构图 大恒 提供机床结构图、做为验收依据,按照精度验收表验收、提供地基图

广东中山大型数控龙门铣床价格_大型数控龙门铣床相关-河北大恒重型机械有限公司
机床设计亮点:
1. 门宽1800mm一切国内小龙门,目前国内2米长的龙门分为1200mm/1400mm/1500mm/1600mm/1700mm通常客户感觉自己可能加工工件只有1600mm宽,但是有时候出现一批刚好1800mm的工件不能加工还得花更多成本采购大型机床,也许宽度多200mm能多接一批活就能把机床成本赚回来,所以本公司直接升级到1800mm宽大限度满足客户加工要求。
2. 龙门框架整体铸造,大大提高了机床刚性和稳定性。很多客户有疑问:国内同行厂家为什么不采用这样设计。首先是龙门U型框架设计增加铸造成本,铸造过程忠U型中间没有铸件需要大量填充树脂砂弥补空白,通常一个框架整体铸造的比分体铸造需要的树脂砂多出2倍的成本;其次是加工难度大,分开加工需要门宽1000mm的机床足可以加工,整体铸造的需要门宽2650mm以上的机床加工,门宽的机床加工费自然高。
3. 横梁导轨Y轴安装方式采用一平一侧。上导轨平放起主轴箱滑台承重作用,侧放起到加工时候抗旋转方向扭矩作用,国内同行为了节约加工成本通常采用两导轨侧放结构,加工速度快成本低,因为两导轨在一个面不用换刀也不用换方向一次加工成型,我们的必须换方向,比如铣床必须加直角头才能加工。而且上导轨滑块接触面大,精度保持性高,侧放的导轨滑块只有侧面小部分接触,安装时候刮研调整也快,从而降低装配成本。
4. 主轴箱采用加重双层设计,很多客户有疑问:那么小的机床为什么还用那么重并且双层设计?其实很多同类产品都为了降低成本减轻并设计简单化。本公司经过多次认证,并解决了主轴箱热胀冷缩的问题,通常的主轴箱由于没有注重设计,长时间加工主轴箱会变长(这个现象很多客户没有注意)。并且主轴箱导轨改为中间接触平衡了主轴受力方向。
5. 滑台加宽设计(850mm)大大降低滑台和主轴箱集中受力在横梁上引起横梁下垂的问题。
6. 工作台采用滑块在工作台侧面进去安装方式,减少在工作台表面打孔带来的工作台漏水问题,并采用蜂窝加强筋设计提高工作台强度。
7. 床身两边采用床身和排销槽整体铸造,降低排销槽漏水的风险。
二.配件配置:
1. 导轨:X,Y轴采用日本THK55滚柱P级,THK导轨每个滑块都是滚柱和导轨配制,无间隙接触面高并且材质特制耐磨材料,精度保持时间更长。刚性和精度更好。一般上银导轨多数是现货国内再配滑块,滑块和导轨配合不紧凑导致受力不均导轨和滑块磨损就快,一般国内买的上银P级导轨精度也只有H级标准。而且THK导轨更专业,比如横梁侧放导轨滑块润滑,一般上银的油路都要一个进油孔进去上下油槽都一样,河北大恒重型机械有限公司,宿迁中型龙门式数控铣床哪家专业,A大恒重型机械A,导致导轨下滚道能润滑,多余润滑油从下面漏掉,上滚道没有导致干磨大大降低导轨使用寿命;THK侧放滑块经过优化设计上油槽大,下油槽小,起到优先润滑上滚道作用,保证使用精度和寿命。
2. 丝杠:三轴丝杠采用日本THK精度C3等级(0.008mm),因为上银或者PMI丝杠销售多数经过经销商模式,导致很多假货,有的同行为了节约成本或者为了赶工期直接用国产丝杠打上银或者PMI的标,导致客户使用的机床开始精度能验收过,使用过程中精度下降快。本公司因和THK直接采购,并且丝杠导轨全用THK产品,并且成为河北省客户,形成了长期战略合作关系,并且在通用型号丝杠导轨批量采购,在价格和交期上有很大优势。
3. 主轴:主轴全用台湾主轴并且是大扭矩直径190mmBT50长鼻端主轴,PK同行150BT50或者120BT40主轴,主轴电机全部采用22KW140NM主轴电机,并且还可以加意大利BF变速箱,扭矩增加4倍,很多客户认为是浪费,用11KW或者15KW足够。我举个例子:不加变速箱22KW加工模具钢可以吃刀1mm速度F可以进给5000mm,加齿轮箱提高4倍,并且能保证机床刚性。如果用11KW只能吃刀0.4mm走刀速度F只能2500mm,如果用7.5KW主轴电机只能用直径40mm吃刀0.3走刀速度F只能2000mm,加工同一个零件效率降低4倍;同类厂家同型号机床是不能加齿轮箱的,因为机床刚性不够。并且不能保证精度。
乔布斯看不起性价比,高消费=高完整的生命,高价格=高精度+高效率+高回报率。
4. 防护:本机床采用全防护并且加排销机和提升机,(同行同类产品为了降低成本多数没有加排销机和提升机)减少工人劳动量可以一人开多台机床,并且环保,保证车间卫生和安全。
5. 润滑:每个轴承座、电机座、丝杠、滑块都设计集中系统控制定时定量油流润滑,每个分配器采用容积式保证每个油路都能润滑到。(同行同类厂家一般轴承座里面轴承是采用油脂润滑,优点是节约润滑油,缺点是要定期更换或者人工加油脂导致轴承坏死或者磨损影响机床定位精度,光机厂家都使用油脂润滑方式!),本公司采用润滑系统全部用河谷品牌,保证质量。
嘉兴中型龙门式数控铣床_龙门数控铣床相关-河北大恒重型机械有限公司
数控铣床的主要功能
(1)点位控制功能:数控铣床的点位控制主要用于工件的孔加工,如中心钻定位、钻孔、扩孔、锪孔、铰孔和镗孔等各种孔加工操作。
(2)连续控制功能:通过数控铣床的直线插补、圆弧插补或复杂的曲线插补运动,铣削加工工件的平面和曲面。
(3)刀具半径补偿功能:如果直接按工件轮廓线编程,在加工工件内轮廓时,实际轮廓线将大了一个刀具半径值;在加工工件外轮廓时,实际轮廓线又小了一个刀具半径值。使用刀具半径补偿的方法,数控系统自动计算刀具中心轨迹,使刀具中心偏离工件轮廓一个刀具半径值,从而加工出符合图纸要求的轮廓。利用刀具半径补偿的功能,改变刀具半径补偿量,还可以补偿刀具磨损量和加工误差,实现对工件的粗加工和精加工。
(4)刀具长度补偿功能:改变刀具长度的补偿量,可以补偿刀具换刀后的长度偏差值,还可以改变切削加工的平面位置,控制刀具的轴向定位精度。
(5)固定循环加工功能:应用固定循环加工指令,可以简化加工程序,减少编程的工作量。
(6)子程序功能:如果加工工件形状相同或相似部分,把其编写成子程序,由主程序调用,宿迁中型龙门式数控铣床哪家专业,这样简化程序结构。引用子程序的功能使加工程序模块化,按加工过程的工序分成若干个模块,分别编写成子程序,由主程序调用,完成对工件的加工。这种模块式的程序便于加工调试,宿迁中型龙门式数控铣床哪家专业,优化加工工艺。
数控铣床加工范围
(1)平面加工:数控机床铣削平面可以分为对工件的水平面(XY)加工,对工件的正平面(XZ)加工和对工件的侧平面(YZ)加工。只要使用两轴半控制的数控铣床就能完成这样平面的铣削加工。
(2)曲面加工:如果铣削复杂的曲面则需要使用三轴甚至更多轴联动的数控铣床。
数控铣床的装备
(1)夹具:数控铣床的通用夹具主要有平口钳、磁性吸盘和压板装置。对于加工中、
大批量或形状复杂的工件则要设计组合夹具,如果使用气动和液压夹具,通过程序控制夹具,宿迁中型龙门式数控铣床哪家专业,实现对工件的自动装缷,则能进一步提高工作效率和降低劳动强度。
(2)刀具:常用的铣削刀具有立铣刀、端面铣刀、成形铣刀和孔加工刀具

东莞大型数控龙门铣床批发_数控龙门铣床相关-河北大恒重型机械有限公司
供应商信息
热门新品
NEWS
-
>
宿迁中型龙门式数控铣床哪家专业_中型龙门式数控铣床生产厂家相关-河北大恒重型机械有限公司
2020-12-09 -
>
溧阳数控龙门铣床定制_数控镗床相关-河北大恒重型机械有限公司
2020-12-09 -
>
安徽数控龙门加工中心_龙门铣床相关-河北大恒重型机械有限公司
2020-12-09 -
>
张家港小型数控龙门铣床定制_小型数控龙门铣床厂家电话相关-河北大恒重型机械有限公司
2020-12-09 -
>
深圳小型数控龙门铣床_小型数控龙门铣床哪家便宜相关-河北大恒重型机械有限公司
2020-12-09 -
>
安徽小型龙门式数控铣床生产厂家_小型龙门式数控铣床厂家相关-河北大恒重型机械有限公司
2020-12-09 -
>
小型龙门式数控铣床定制_小型龙门式数控铣床厂家相关-河北大恒重型机械有限公司
2020-12-09 -
>
盐城定梁动柱数控龙门铣价格_ 定梁动柱数控龙门铣厂家直销相关-河北大恒重型机械有限公司
2020-12-09 -
>
烟台数控龙门加工中心厂家_其它制造加工机械相关-河北大恒重型机械有限公司
2020-12-09 -
>
中山搅拌摩擦焊机床哪家好_搅拌摩擦焊机床销售相关-河北大恒重型机械有限公司
2020-12-09