产品详情



¥面议
产品名称: CK6036/CK6046
CK6036/CK6046
产品价格:面议
产品数量:999
保质/修期:999
保质/修期单位:年
更新日期:2020-07-17
产品说明
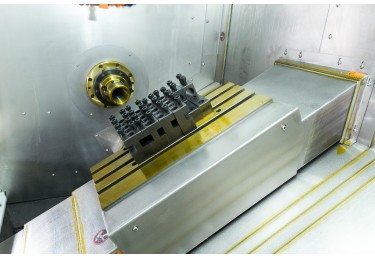
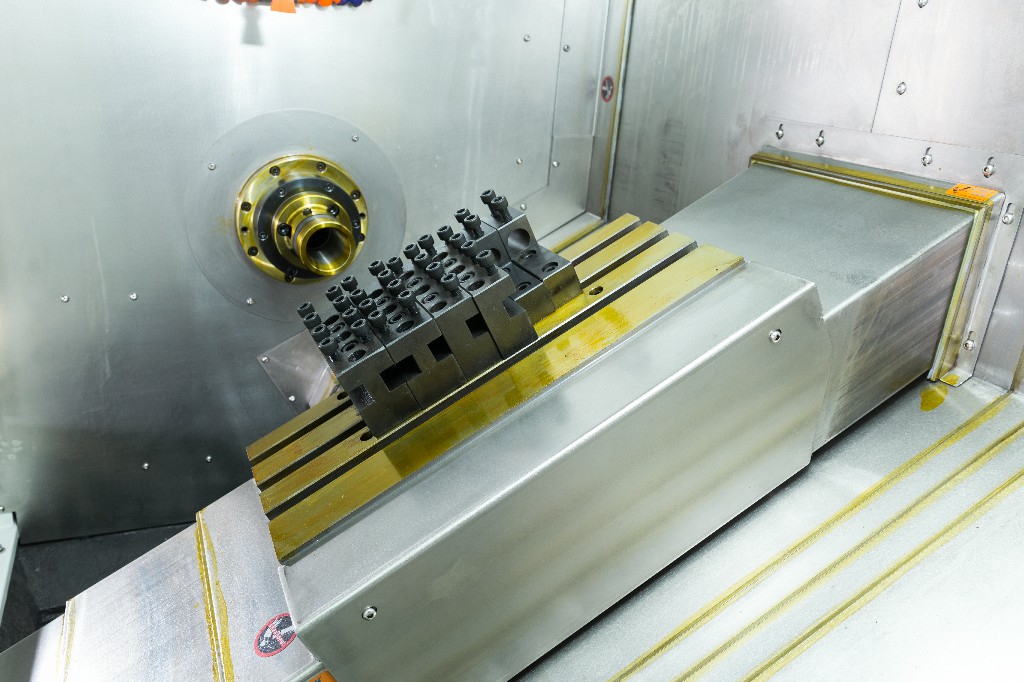
两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,深圳CNC数控机床,由此,力矩zui大可以达到140Nm,转速可以达到10500、12000或15000r/min其中轴向车铣和正交车铣是应用范围zui广泛的两类车铣加工方法
两轴精密数控车床,是一款具有高光、高速、高精密功能的排刀机轴向车铣加工由于铣刀与工件的旋转轴线相互平行,因此它不但可以加工外圆柱表面,也可加工内孔表面X轴的加速度为0.5g,Y轴的加速度为0.8g搭配排屑机和送料架,更加能减少人力、增加效率各轴配合的结果是从一个切削工序到另一个切削工序的时间为短短的2.4s对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴床身采用整体铸造结构,全防护内板金,使床身长久不变型、防护更全面位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位
安徽数控机床维修_小型数控车床相关-佛山市顺德锐锋五金机械有限公司
深圳CNC数控机床推荐

珠海两轴精密数控机床_车床自动刀架相关-佛山市顺德锐锋五金机械有限公司
安徽数控机床维修_小型数控车床相关-佛山市顺德锐锋五金机械有限公司
深圳CNC数控机床推荐
数控车床正确的操作流程是什么?
开始-零件加工工艺分析—加工程序编制—开机、主轴低速运 转10 min预热-导轨润滑油添加—各坐标轴返参—工件装夹—对 刀—加工程序输入刀尖轨迹仿真—首件试切—零件加工(自动运 行)—铁屑清扫—关机-结束。
数控车床与走心车有区别吗?
走心式的加工过程:是通过简夹夹住工件,工件向前走动,而刀具不动,通过刀具的直线运动或摇摆运动来加工零件。
走刀式的加工过程:是用简夹夹住工件,通过车刀前后左右移动来加工工件。
走心式数控车床目前最大可加工直径为32mm,一次加工行程最多可做到230mm,如果工件超过230mm的可采取多次送料多次分段加工的模式,专门针对那些细小、复杂、高精度、异形长轴类零件。
与普通车床最大的区别就是走心式数控车床可一次完成如车削、铣削、钻削、攻牙、磨削、自动送料、自动接料等多道工序,并且加工效率、加工周期、加工精度比普通车床要高好几倍,可大大节省资金周转及人力资源。
一般在加工应用设计上,走心式数控车床会配合动力头设计使用,动力头就是一种简单的变速机构,形式有很多种,深圳CNC数控机床,通过动力头可可轻易地在同一机台上做复杂零件的加工,深圳CNC数控机床,可同时进行车削、铣削、磨削、铰孔、钻削、镗孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等功能,在走心式数控车床上面安装动力头就像如虎添翼,其加工能力比不带动力头大的多。
一般动力头有两种类别,一种是端面动力头,另一种是侧面动力头,安装在摆臂轴上,通过摆臂轴旋转,可使动力头即可当作端面动力头使用,又可当作侧面动力头使用。
相比排刀式数控车床的简夹工件式的加工方式,走心式数控车床主要通过刀具的直线运动或摇摆运动来加工零件。
一般走刀式自动车床是用夹住工件,通过车刀前后左右移动来加工工件。走刀式自动车床装有5把刀、刀架按顺序为1号、2号、3号、4号、5号刀每组刀具架可装1-2把刀,1号与5号是车削外径,2、3、4主要是切槽、倒角、切断等工序。而走心式数控车床是有一个车外圆和一个切断动作,那这个切断刀就是来回直线运动或摇摆运动。
特点是工件向前运动,刀具不动,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,通过刀具的直线运动或摇摆运动来加工零件。
走刀式的加工过程:是用简夹夹住工件,通过车刀前后左右移动来加工工件。
走心式数控车床目前最大可加工直径为32mm,一次加工行程最多可做到230mm,如果工件超过230mm的可采取多次送料多次分段加工的模式,专门针对那些细小、复杂、高精度、异形长轴类零件。
与普通车床最大的区别就是走心式数控车床可一次完成如车削、铣削、钻削、攻牙、磨削、自动送料、自动接料等多道工序,并且加工效率、加工周期、加工精度比普通车床要高好几倍,可大大节省资金周转及人力资源。
一般在加工应用设计上,走心式数控车床会配合动力头设计使用,动力头就是一种简单的变速机构,形式有很多种,深圳CNC数控机床,通过动力头可可轻易地在同一机台上做复杂零件的加工,深圳CNC数控机床,可同时进行车削、铣削、磨削、铰孔、钻削、镗孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等功能,在走心式数控车床上面安装动力头就像如虎添翼,其加工能力比不带动力头大的多。
一般动力头有两种类别,一种是端面动力头,另一种是侧面动力头,安装在摆臂轴上,通过摆臂轴旋转,可使动力头即可当作端面动力头使用,又可当作侧面动力头使用。
相比排刀式数控车床的简夹工件式的加工方式,走心式数控车床主要通过刀具的直线运动或摇摆运动来加工零件。
一般走刀式自动车床是用夹住工件,通过车刀前后左右移动来加工工件。走刀式自动车床装有5把刀、刀架按顺序为1号、2号、3号、4号、5号刀每组刀具架可装1-2把刀,1号与5号是车削外径,2、3、4主要是切槽、倒角、切断等工序。而走心式数控车床是有一个车外圆和一个切断动作,那这个切断刀就是来回直线运动或摇摆运动。
特点是工件向前运动,刀具不动,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,通过刀具的直线运动或摇摆运动来加工零件。
珠海两轴精密数控机床_车床自动刀架相关-佛山市顺德锐锋五金机械有限公司
供应商信息
产品分类
热门新品
NEWS
-
>
清远数控机床_立式车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
肇庆全自动数控机床_数控木工车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
贵州线轨数控机床_车床配附件相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
揭阳数控机床出售_6130数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
智能数控机床品牌_6130数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
江苏数控机床咨询_6150数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
专业数控机床工程_数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
全自动数控机床工程_小型数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
专业数控机床故障维修_车床配附件相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
山西锐锋数控机床_数控车床刀架相关-佛山市顺德锐锋五金机械有限公司
2020-07-17