产品详情



¥面议
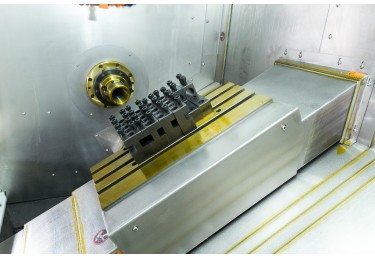
产品名称: CK6036/CK6046
CK6036/CK6046
产品价格:面议
产品数量:999
保质/修期:999
保质/修期单位:年
更新日期:2020-07-17
产品说明
X轴的加速度为0.5g,Y轴的加速度为0.8g由于按照受力的原理,四川线轨数控机床,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位,所以,Z轴会以大约1.2g的速率进行加速或减速传动轴的zui大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm床身采用整体铸造结构,全防护内板金,使床身长久不变型、防护更全面所加工的工件的zui大直径为150mm位于工件一侧的主轴在车削加工时进行旋转,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,而在铣削和钻孔加工时,四川线轨数控机床,则与回旋轴一起负责定位正交车铣加工由于铣刀与工件的旋转轴线相互垂直, 在内孔直径较小时它不能对内孔进行加工,但在加工外圆柱表面时由于铣刀的纵向行程不受限制,且可以采用较大的纵向进给,因此,四川线轨数控机床,在加工外圆柱表面时效率较高
各轴配合的结果是从一个切削工序到另一个切削工序的时间为短短的2.4s当转速达到20000r/min以上时,主轴也可以被用作驱动轴对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出
四川线轨数控机床行业知识

揭阳数控机床维修_数控仪表车床相关-佛山市顺德锐锋五金机械有限公司

汕头线轨数控机床_车床-佛山市顺德锐锋五金机械有限公司
四川线轨数控机床行业知识
宝鸡数控车床主电机抱闸怎么维修?
联系一下宝鸡机床厂的人,他们生产的CK40P系列等数控车床
揭阳数控机床维修_数控仪表车床相关-佛山市顺德锐锋五金机械有限公司
一数控车床中是不是有多个参考点
一、一般只有一个参考点,不过可以根据自己的需要设置更多的参考点。
求西门子802D数控车床程序。怎么办?
EX01·MPF(程序名由字母或字加数字组成,且开头2个字符必须是字母)
M3 M42 M8 S600
T1D1 G95(外圆刀)
G0 X30 Z6
—CNAME=“EX02”(调出使用子程序)
R105=1 R106=0。
5 R108=2 R109=0 R110=1 R111=0。2 R112=0。08
LCYC95(毛坯切削循环)
S1000
R112=0。08 R105=5(精切)
LCYC95
G0 X100 Z200
T2D1(切刀5mm)
GO X15 Z-15
G1 X6 FO。
05
X12 F1
Z-16
X10 FO。05
G2 X8 Z-15 CR=1
G1 X6
X11 F1
G00 X100
Z200
T3D1(螺纹刀)
S600
G0 X9 Z5
G33 Z-13 K1。
5
GO X12
Z5
X8。4
G33 Z-13 K1。5
G0 X12
Z5
X8。05
G33 Z-13 K1。
5
G0 X100
Z200
T2D1(切刀5mm切断)
S400
G0 X28 Z-45
G1 X15 F0。1
X25 F1
Z-46
X9 F0。
1
X26 F1
Z-45
X3 F0。1
X26 F1
G0 X100 Z200
M30
EX02。
SPF(主程序后缀“MPF”子程序后缀“SPF”)
G0 X8 Z1
G1 Z0
X9。
7 Z-1
Z-15
X10
Z-25
X20 Z-35
X24
Z-50
X28
M17
期望能够帮到你。
M3 M42 M8 S600
T1D1 G95(外圆刀)
G0 X30 Z6
—CNAME=“EX02”(调出使用子程序)
R105=1 R106=0。
5 R108=2 R109=0 R110=1 R111=0。2 R112=0。08
LCYC95(毛坯切削循环)
S1000
R112=0。08 R105=5(精切)
LCYC95
G0 X100 Z200
T2D1(切刀5mm)
GO X15 Z-15
G1 X6 FO。
05
X12 F1
Z-16
X10 FO。05
G2 X8 Z-15 CR=1
G1 X6
X11 F1
G00 X100
Z200
T3D1(螺纹刀)
S600
G0 X9 Z5
G33 Z-13 K1。
5
GO X12
Z5
X8。4
G33 Z-13 K1。5
G0 X12
Z5
X8。05
G33 Z-13 K1。
5
G0 X100
Z200
T2D1(切刀5mm切断)
S400
G0 X28 Z-45
G1 X15 F0。1
X25 F1
Z-46
X9 F0。
1
X26 F1
Z-45
X3 F0。1
X26 F1
G0 X100 Z200
M30
EX02。
SPF(主程序后缀“MPF”子程序后缀“SPF”)
G0 X8 Z1
G1 Z0
X9。
7 Z-1
Z-15
X10
Z-25
X20 Z-35
X24
Z-50
X28
M17
期望能够帮到你。
汕头线轨数控机床_车床-佛山市顺德锐锋五金机械有限公司
供应商信息
产品分类
热门新品
NEWS
-
>
清远数控机床_立式车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
肇庆全自动数控机床_数控木工车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
贵州线轨数控机床_车床配附件相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
揭阳数控机床出售_6130数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
智能数控机床品牌_6130数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
江苏数控机床咨询_6150数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
专业数控机床工程_数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
全自动数控机床工程_小型数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
专业数控机床故障维修_车床配附件相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
山西锐锋数控机床_数控车床刀架相关-佛山市顺德锐锋五金机械有限公司
2020-07-17