产品详情



¥面议
产品名称: CK6036/CK6046
CK6036/CK6046
产品价格:面议
产品数量:999
保质/修期:999
保质/修期单位:年
更新日期:2020-06-25
产品说明
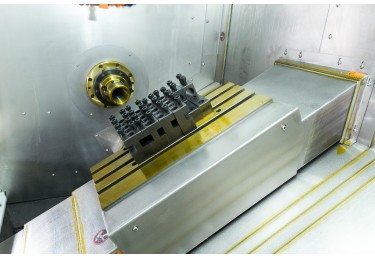
正交车铣加工由于铣刀与工件的旋转轴线相互垂直, 在内孔直径较小时它不能对内孔进行加工,但在加工外圆柱表面时由于铣刀的纵向行程不受限制,且可以采用较大的纵向进给,因此,在加工外圆柱表面时效率较高
两轴精密数控车床参数表
项目 名称 CK6046
加工范围 床身zui大回转直径/mm ¢500
zui大过拖板直径/mm ¢100
zui大加工工件长度/mm 250
主轴 主转端部形式 A2-5
主轴通孔直径/mm ¢56
zui大棒料通孔直径/mm ¢46

重切削机床_原装数控机床订购-佛山市顺德锐锋五金机械有限公司
主轴转速范围/转 1~6000 主轴电机功率/KW 5.5 套筒及回转油缸规格 6寸 行程及快速给进 X、Z轴zui大行程/mm 900、300 X、Z轴zui快速移动m/min 30 丝杆及导轨尺寸 X、Z轴丝杆直径 ¢32 X、Z轴导轨宽度/mm 25、30 加工精度 X、Z轴重复定位精密/mm 0.003 外形尺寸 长*宽*高mm 2100*1530*1700 重量/kg 2500 其它规格 30°斜床身结构形式 HTC300整体铸造 刀架方座、圆座规格/mm □20*20、¢20 排刀数量(把) 4—8
广州双主轴数控车床批发_广东车床双刀塔加工中心-佛山市顺德锐锋五金机械有限公司
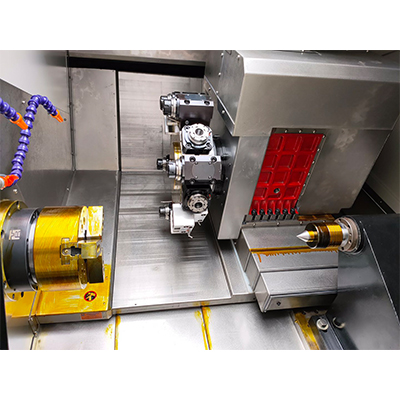
双头车铣中心的运动包括铣刀旋转、工件旋转、铣刀轴向进给和径向进给四个基本运动
45度斜轨刀塔数控车床定制相关内容
重切削机床_原装数控机床订购-佛山市顺德锐锋五金机械有限公司
主轴转速范围/转 1~6000 主轴电机功率/KW 5.5 套筒及回转油缸规格 6寸 行程及快速给进 X、Z轴zui大行程/mm 900、300 X、Z轴zui快速移动m/min 30 丝杆及导轨尺寸 X、Z轴丝杆直径 ¢32 X、Z轴导轨宽度/mm 25、30 加工精度 X、Z轴重复定位精密/mm 0.003 外形尺寸 长*宽*高mm 2100*1530*1700 重量/kg 2500 其它规格 30°斜床身结构形式 HTC300整体铸造 刀架方座、圆座规格/mm □20*20、¢20 排刀数量(把) 4—8
广州双主轴数控车床批发_广东车床双刀塔加工中心-佛山市顺德锐锋五金机械有限公司
双头车铣中心的运动包括铣刀旋转、工件旋转、铣刀轴向进给和径向进给四个基本运动
45度斜轨刀塔数控车床定制相关内容
数控车床正确的操作流程是什么?
开始-零件加工工艺分析—加工程序编制—开机、主轴低速运 转10 min预热-导轨润滑油添加—各坐标轴返参—工件装夹—对 刀—加工程序输入刀尖轨迹仿真—首件试切—零件加工(自动运 行)—铁屑清扫—关机-结束。
数控车床操作工需要注意些什?
注意尺寸大小不要搞错,最重要的是安全。(赠人玫瑰,手有余香,点“好评”是莫大的鼓励!)
数控车床与走心车有区别吗?
走心式的加工过程:是通过简夹夹住工件,工件向前走动,而刀具不动,通过刀具的直线运动或摇摆运动来加工零件。
走刀式的加工过程:是用简夹夹住工件,通过车刀前后左右移动来加工工件。
走心式数控车床目前最大可加工直径为32mm,一次加工行程最多可做到230mm,如果工件超过230mm的可采取多次送料多次分段加工的模式,专门针对那些细小、复杂、高精度、异形长轴类零件。
与普通车床最大的区别就是走心式数控车床可一次完成如车削、铣削、钻削、攻牙、磨削、自动送料、自动接料等多道工序,并且加工效率、加工周期、加工精度比普通车床要高好几倍,可大大节省资金周转及人力资源。
一般在加工应用设计上,走心式数控车床会配合动力头设计使用,45度斜轨刀塔数控车床定制,动力头就是一种简单的变速机构,形式有很多种,通过动力头可可轻易地在同一机台上做复杂零件的加工,可同时进行车削、铣削、磨削、铰孔、钻削、镗孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等功能,在走心式数控车床上面安装动力头就像如虎添翼,其加工能力比不带动力头大的多。
一般动力头有两种类别,一种是端面动力头,另一种是侧面动力头,45度斜轨刀塔数控车床定制,安装在摆臂轴上,通过摆臂轴旋转,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,可使动力头即可当作端面动力头使用,又可当作侧面动力头使用。
相比排刀式数控车床的简夹工件式的加工方式,走心式数控车床主要通过刀具的直线运动或摇摆运动来加工零件。
一般走刀式自动车床是用夹住工件,45度斜轨刀塔数控车床定制,通过车刀前后左右移动来加工工件。走刀式自动车床装有5把刀、刀架按顺序为1号、2号、3号、4号、5号刀每组刀具架可装1-2把刀,1号与5号是车削外径,2、3、4主要是切槽、倒角、切断等工序。而走心式数控车床是有一个车外圆和一个切断动作,那这个切断刀就是来回直线运动或摇摆运动。
特点是工件向前运动,刀具不动,通过刀具的直线运动或摇摆运动来加工零件。
走刀式的加工过程:是用简夹夹住工件,通过车刀前后左右移动来加工工件。
走心式数控车床目前最大可加工直径为32mm,一次加工行程最多可做到230mm,如果工件超过230mm的可采取多次送料多次分段加工的模式,专门针对那些细小、复杂、高精度、异形长轴类零件。
与普通车床最大的区别就是走心式数控车床可一次完成如车削、铣削、钻削、攻牙、磨削、自动送料、自动接料等多道工序,并且加工效率、加工周期、加工精度比普通车床要高好几倍,可大大节省资金周转及人力资源。
一般在加工应用设计上,走心式数控车床会配合动力头设计使用,45度斜轨刀塔数控车床定制,动力头就是一种简单的变速机构,形式有很多种,通过动力头可可轻易地在同一机台上做复杂零件的加工,可同时进行车削、铣削、磨削、铰孔、钻削、镗孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等功能,在走心式数控车床上面安装动力头就像如虎添翼,其加工能力比不带动力头大的多。
一般动力头有两种类别,一种是端面动力头,另一种是侧面动力头,45度斜轨刀塔数控车床定制,安装在摆臂轴上,通过摆臂轴旋转,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,可使动力头即可当作端面动力头使用,又可当作侧面动力头使用。
相比排刀式数控车床的简夹工件式的加工方式,走心式数控车床主要通过刀具的直线运动或摇摆运动来加工零件。
一般走刀式自动车床是用夹住工件,45度斜轨刀塔数控车床定制,通过车刀前后左右移动来加工工件。走刀式自动车床装有5把刀、刀架按顺序为1号、2号、3号、4号、5号刀每组刀具架可装1-2把刀,1号与5号是车削外径,2、3、4主要是切槽、倒角、切断等工序。而走心式数控车床是有一个车外圆和一个切断动作,那这个切断刀就是来回直线运动或摇摆运动。
特点是工件向前运动,刀具不动,通过刀具的直线运动或摇摆运动来加工零件。
供应商信息
产品分类
热门新品
NEWS
-
>
清远数控机床_立式车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
肇庆全自动数控机床_数控木工车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
贵州线轨数控机床_车床配附件相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
揭阳数控机床出售_6130数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
智能数控机床品牌_6130数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
江苏数控机床咨询_6150数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
专业数控机床工程_数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
全自动数控机床工程_小型数控车床相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
专业数控机床故障维修_车床配附件相关-佛山市顺德锐锋五金机械有限公司
2020-07-17 -
>
山西锐锋数控机床_数控车床刀架相关-佛山市顺德锐锋五金机械有限公司
2020-07-17