



产品名称: 自动焊机
产品价格:面议
产品数量:1
保质/修期:1
保质/修期单位:年
更新日期:2022-12-25
产品说明
右图即为一个汽车推杆推板三工位自动焊机,有上料下料位,焊接位,检测位!由焊接机器人组成的自动焊机系统里面,也常常采用双工位或者多工位焊接,在机器人的长臂覆盖范围内,可以从一个工位转换到另一工位,从而实现多工位焊接。零部件的焊接工作,常常包括一条或多条焊缝,也常常包括多个零件组焊成一个零件!比如我们常用的热水器内胆,汽车贮气筒筒体等,包括钢板卷圆后的直缝焊接,两端封头与筒体的环缝焊接,出水嘴或出气嘴与筒体或端盖的环缝焊接,内胆或筒体的挂架焊接,组焊完成为一个零件,即热水器内胆或贮气筒。
四川蓉诺科技有限公司坐落于四川省成都市新都区新都镇金泰路201号,是四川成都新都区知名企业,公司业务联系人德康:13330948872, 期待您的来电咨询更多关于自动焊机相关信息!
正宗参观自动焊机规划
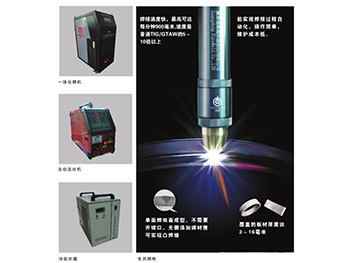
自动激光焊接机主要具有以下几个特点:人性化的设计,液晶显示,按键化的操作,让操作人员更简单的就能完成工作.可以对薄壁材料、精密零件实现点焊,对接焊、叠焊、密封焊等。质量好这是焊接人员有目共睹的,平整、无气孔、焊接材料韧性较强,已经能够跟不提材料相比较了!工作台采用了可旋转的系统,不仅能够实现点焊,还能完成直线焊、圆周焊等自动焊接,使用范围较广,精度高,速度快。可以任意的调整电流波形的变化,可以根据焊材的不同,去设置不同的参数,使焊接参数和焊接要求相匹配,达到好的焊接效果!
重庆数字焊机批发_碰焊机相关-四川蓉诺科技有限公司

武汉喷涂机器人厂家-四川蓉诺科技有限公司
要实现每种焊接方式的自动完成,需要从一个工位自动转换到另一个工位,从而形成流水化生产作业,实现自动焊接!自动焊机要实现自动焊接生产,必须实现自动定位,自动夹紧,自动松开等装夹装置,才能使产品的焊接实现效率提高,焊接质量稳定,大批量生产.焊接过程需要根据产品零件的材质、板厚、尺寸大小、焊缝形式、保护气体、送丝形式来选择不同的焊接方式.焊接过程自动化系统可以组成一个简单的自动焊接专机,也可作为自动焊机的一个组成部分!
随着电子技术、计算机微电子和自动化技术的发展,推动了焊接自动化技术的发展。特别是数控技术、柔性制造技术和信息处理技术等单元技术的引入,促进焊接自动化技术革命性的发展!激光焊接机是一种应用在焊接领域中的一种机器,是激光材料加工技术应用重要方面之一!激光焊接机顾名思义是用途与激光材料焊接的一款机器,又常称为激光焊机、镭射焊机,按其工作方式常可分为激光模具烧焊机(手动焊接机)、自动化激光焊接机、光纤传输激光焊接机,激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接的目的!
我们推荐参观自动焊机规划
四川蓉诺科技有限公司主营:自动焊机等等产品,涉及其他未分类等等行业。 公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 多年来致力于其他未分类,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。 售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。
因为激光功率大,焊接具有很好的深宽比,变形小,焊接速度快.机械系统设计结构灵活,适应性强.激光头可旋转,可伸缩调节对焦,出光系统可360º旋转,并可以前后伸缩、上下电动升降,配合数控工作台,并可选配旋转工作台,适应各种产品的焊接需求!采用国外进口陶瓷聚光腔体,电光转换效率更高,耐腐蚀、耐高温,引进国外先进的冷却设计使激光器寿命更长。对于一套自动焊机,根据工件的焊缝形式和尺寸大小,需要设置不同的上下料机构!
滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。&nbs...
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1。5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1。2~1。5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。。
供应商信息
热门新品
NEWS
-
>
生产线工作要求_成都自动生产线操作流程_四川蓉诺科技有限公司
2023-04-07 -
>
四川自动生产线工作要求_成都企业生产线时间_四川蓉诺科技有限公司
2023-04-07 -
>
成都生产线_四川调整生产线_四川蓉诺科技有限公司
2023-04-07 -
>
测试激光焊接生产流程_管道激光焊接图片_四川蓉诺科技有限公司
2023-04-06 -
>
全激光焊接操作知识点_记录激光焊接使用流程_四川蓉诺科技有限公司
2023-04-06 -
>
焊接机器人_设计机器人_四川蓉诺科技有限公司
2023-04-06 -
>
了解自动焊机图片_揭秘自动焊机操作流程_四川蓉诺科技有限公司
2023-04-06 -
>
全自动焊机建设_机电自动焊机规划_四川蓉诺科技有限公司
2023-04-06 -
>
设计自动焊机操作流程_记录自动焊机生产要求_四川蓉诺科技有限公司
2023-04-06 -
>
工业机器人_人工智能机器人技术_四川蓉诺科技有限公司
2023-04-06