




产品名称: 中心孔磨床
产品价格:面议
产品数量:999
保质/修期:1
保质/修期单位:年
更新日期:2022-07-04
产品说明
机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好!磨轴部件由高精度的主轴和轴承组成!并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作!主轴箱实现进给磨削和退回.工件夹紧机构有自动定心功能!砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整.润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑。机床配置吸尘器,并实现磨削和吸尘同步进行!
详细说明机床总体布局本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成!关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工!机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好。磨轴部件由高精度的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作!主轴箱实现进给磨削和退回.工件夹紧机构有自动定心功能!
高精密中心孔磨床

中心孔磨床机床厂排名_数控双端面研磨机床_新乡鸣瑞机床制造有限公司
高品质高精密中心孔磨床
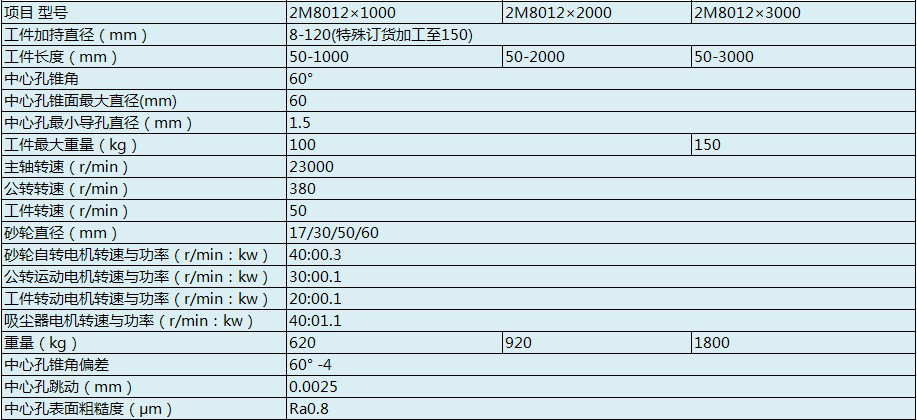
其主要适用于主轴、齿轮轴、轧辊、检棒、芯轴、塞规等精密轴类零件。中心孔磨床的型号:2M8015×1000(2000、3000),本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成.关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工.一次装夹,实现两头中心孔的磨削!床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动!
2M8015×1000(2000、3000)中心孔磨床是我们主要生产产品之一,除此之外我公司生产的产品还有:桥梁U肋,煤矿液压支架,起重设备,电动葫芦,欧式葫芦,钢结构件加工折弯冲孔焊接,通信铁塔生产,钢结构冲压件等,中心孔(俗称顶尖孔)磨床应用范围相当广泛,凡要求精度比较高的轴类零件,其两端的中心孔都需要磨削,否则难以达到外圆精度要求。中心孔(俗称顶尖孔)是加工工艺基准,好的中心孔是制造高精度轴类件的基础!
湖南研磨机厂家推荐_数控研磨机厂家推荐_新乡鸣瑞机床制造有限公司
砂轮磨削时无纵向进给运动。粗磨时可用较高的切入速度;精磨时切入速度则较低,以防止工件烧伤和发热变形.切入磨削法(简称切入法)的特点:1)整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率!2)径向磨削力较大,工件容易产生弯曲变形,一般不适宜磨削较细的工件。3)磨削时产生较大的磨削热,工件容易烧伤和发热变形!4)砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度。
为了消除以上缺陷,可在切入法终了时,作微小的纵向移动.5)切入法因受砂轮宽度的限制,只适用于磨削长度较短的外圆表面。分段磨削法分段磨削法又称综合磨削法.它是切入法与纵向法的综合应用,即先用切入法将工件分段进行粗磨,留0!03~0。04mm余量,再用纵向法精磨至尺寸。这种磨削方法即利用了切入法生产效率高的优点,又有纵向法加工精度高的优点.分段磨削时,相邻两段间应有5~10mm的重叠。这种磨削方法适合于磨削余量和刚性较好的工件,且工件的长度也要适当。
正宗高精密中心孔磨床

新乡中心孔研磨机床厂_哈尔滨中心孔研磨机厂排名_新乡鸣瑞机床制造有限公司
数控机床多少钱_双端面研磨机床推荐_新乡鸣瑞机床制造有限公司
供应商信息
热门新品
NEWS
-
>
2M53100硅钢片去毛刺机哪里有卖_2M53100硅钢片去毛刺机定制_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
吉林双端面研磨机床厂家_2M8470双端面研磨机床厂家_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
浙江硅钢片去毛刺机供应商_江苏硅钢片去毛刺机厂家_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
湖北硅钢片去毛刺机厂家电话_2M53130硅钢片去毛刺机设备_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
吉林硅钢片去毛刺机厂家直销_硅钢片去毛刺机哪家好_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
吉林硅钢片去毛刺机采购_硅钢片去毛刺机哪家好_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
高精密中心孔研磨机厂家定制_品质中心孔研磨机生产商_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
辽宁双端面研磨机报价_浙江双端面研磨机供应_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
湖南中心孔磨床厂家排名_新乡高精密中心孔磨床生产厂家_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
2M53130硅钢片去毛刺机报价_辽宁硅钢片去毛刺机制造商_新乡鸣瑞机床制造有限公司
2022-07-04