




产品名称: 中心孔磨床
产品价格:面议
产品数量:999
保质/修期:1
保质/修期单位:年
更新日期:2021-11-15
产品说明
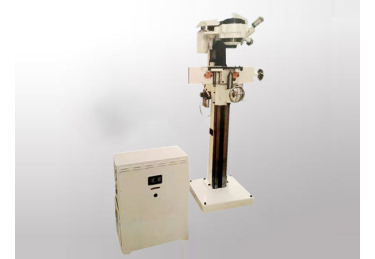
2M8015×1000(2000、3000)中心孔磨床是我们主要生产产品之一,除此之外我公司生产的产品还有:桥梁U肋,煤矿液压支架,起重设备,电动葫芦,欧式葫芦,钢结构件加工折弯冲孔焊接,通信铁塔生产,钢结构冲压件等,中心孔(俗称顶尖孔)磨床应用范围相当广泛,凡要求精度比较高的轴类零件,其两端的中心孔都需要磨削,否则难以达到外圆精度要求!中心孔(俗称顶尖孔)是加工工艺基准,好的中心孔是制造高精度轴类件的基础.

双面研磨机官网_2M8470数控机床批发价格-新乡鸣瑞机床制造有限公司
其主要适用于主轴、齿轮轴、轧辊、检棒、芯轴、塞规等精密轴类零件。中心孔磨床的型号:2M8015×1000(2000、3000),本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成。关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工.一次装夹,实现两头中心孔的磨削。床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动!
机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好!磨轴部件由高精度的主轴和轴承组成.并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作。主轴箱实现进给磨削和退回。工件夹紧机构有自动定心功能。砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整!润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑.机床配置吸尘器,并实现磨削和吸尘同步进行!
中心孔磨床就是专门为解决外圆磨床因工件的中心孔(顶尖孔)圆度精度不足而无法进行高精度外圆磨削这个问题而专业设计制造。使用中心孔磨床可以保证所有工件的中心孔都能更好地获得高精度的磨削,同时有了中心孔磨床加工出来的高精度中心孔作为前提和保障,对于后续的外圆磨削,即可一次磨削成型,无需反复修磨顶尖孔,反复磨削外圆,这样更大的提高了加工效率和零件加工精度若工件固定磨削轨迹由主轴自转、主轴绕中心孔轴线公转和主轴沿中心孔锥面作往复移动三种运动组成!
河南2M8015中心孔磨床生产厂家
纵向磨削法(简称纵向法)的特点:1)在砂轮整个宽度上,磨粒的工作情况不一样,砂轮左端面(或右端面)尖角负担主要的切削作用,工件部分磨削余量均由砂轮尖角处的磨粒切除,而砂轮宽度上绝大部分磨粒担负减少工件表面粗糙度值的作用.纵向磨削法磨削力小,散热条件好,可获得较高的加工精度和较小的表面粗糙度值!2)劳动生产率低!3)磨削力较小,适用于细长、精密或薄壁工件的磨削!切入磨削法切入磨削法又称横向磨削法.被磨削工件外圆长度应小于砂轮宽度,磨削时砂轮作连续或间断横向进给运动,直到磨去全部余量为止.
砂轮锥面母线修整摆动式砂轮修整器,金刚笔沿砂轮锥面母线移动同时以与砂轮中心成30°交线为中心进行摆动,以减少修整误差工件自动定心磨削时工件可固定亦可旋转可加工旋转体,亦可加工非旋转体定位方式多种下端中心孔上端外圆定位两端均以中心孔定位工件三爪式定位!外圆及台阶面的磨削方法外圆磨削的方法纵向磨削法纵向磨削法是常用的磨削方法,磨削时,工作台作纵向往复进给,砂轮作周期性横向进给,工件的磨削余量要在多次往复行程中磨去。 数控加工技术根据数控机床向复合、高速、智能、精密、环保等方向发展的趋势,完善我国自主知识产权的开放式数控系统平台及技术规范,开发数控机床的智能化和网络化技术;进一步研究并联加工技术和集车、磨、铣、钻、铰、镗等工序于一身的集成技术,减少加工中的装夹次数;攻克高水平电主轴、直线电机、高速滚珠丝杠等功能部件制造技术,提高产品性能和技术水平;推广机械加工中的无冷却、无润滑、无气味等技术,减少机床使用中对环境的污染。
供应商信息
热门新品
NEWS
-
>
2M53100硅钢片去毛刺机哪里有卖_2M53100硅钢片去毛刺机定制_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
吉林双端面研磨机床厂家_2M8470双端面研磨机床厂家_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
浙江硅钢片去毛刺机供应商_江苏硅钢片去毛刺机厂家_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
湖北硅钢片去毛刺机厂家电话_2M53130硅钢片去毛刺机设备_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
吉林硅钢片去毛刺机厂家直销_硅钢片去毛刺机哪家好_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
吉林硅钢片去毛刺机采购_硅钢片去毛刺机哪家好_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
高精密中心孔研磨机厂家定制_品质中心孔研磨机生产商_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
辽宁双端面研磨机报价_浙江双端面研磨机供应_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
湖南中心孔磨床厂家排名_新乡高精密中心孔磨床生产厂家_新乡鸣瑞机床制造有限公司
2022-07-04 -
>
2M53130硅钢片去毛刺机报价_辽宁硅钢片去毛刺机制造商_新乡鸣瑞机床制造有限公司
2022-07-04